

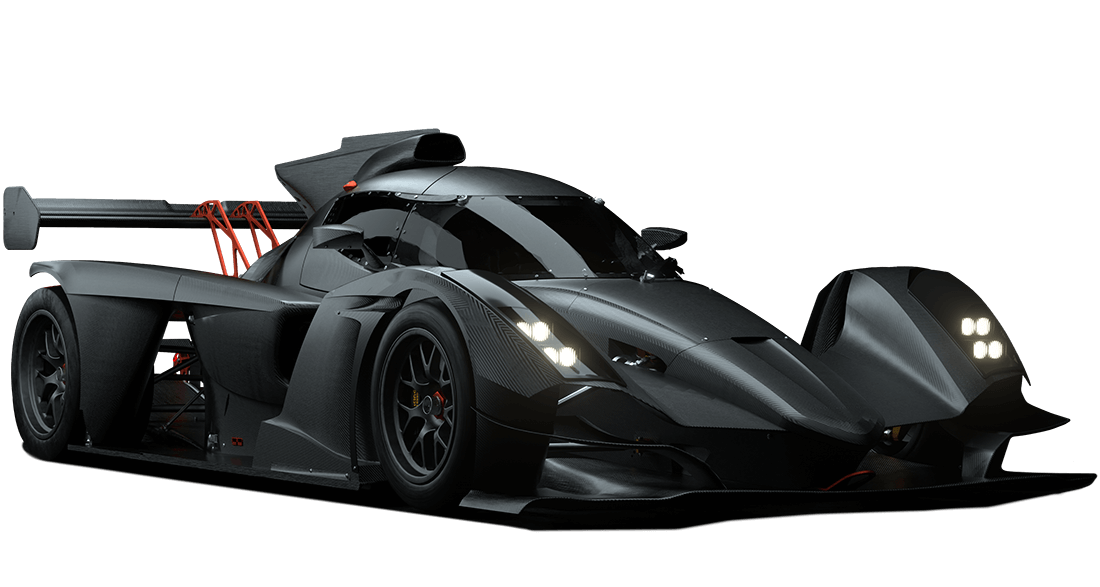
Hypersport Praga Bohema je vysoce výkonný vůz s agresivním, do detailu propracovaným designem a špičkovým zpracováním. Vznikne ve velmi limitované edici 89 kusů a jeho filozofie čerpá ze tří základních principů: nízká váha, karbon a čistě benzínový pohon. Dvoumístná Praga Bohema je s váhou pod 1000kg schopna dosahovat extrémních výkonů s cílem zajet na okruhu na silničních pneumatikách Pirelli srovnatelné časy na kolo jako ostré okruhové závodní speciály GT3 na závodních pneumatikách.
BOHEMA
Zjistit více (en)
ZS 800
Zjistit více (en)
PRAGA – Závodní auta, Motokáry, Letadla
ŠPIČKOVÝ HYPERCAR ZAMĚŘENÝ NA OKRUHY
PRAGA BOHEMA


ZÁVODNÍ AUTA
PRAGA R1
Jedinečné závodní auto, které kombinuje lehké karbonové šasi, špičkovou aerodynamiku a vysoký výkon. Nejnovější generace R1 vyniká vylepšenými bezpečnostními prvky a nízkými náklady na provoz.

NÁVRAT LEGENDY
Praga ZS 800
Praga ZS 800 je moderním zpracováním ikonického modelu Praga BD 500 z roku 1928. Motocykl v sobě kombinuje celou řadu velmi náročných výrobních postupů s použitím špičkových materiálů. Díky tomu má stroj extrémně nízkou váhu a fantastické jízdní vlastnosti. Přitom ale zachovává unikátní charakter a do velké míry i designové detaily svého předchůdce.


Chcete se dozvědět více?
Pokud vás naše společnost zaujala, napište nám zprávu - naši specialisté se vám ozvou.
Napište námMOTOKÁRY PRO ZÁVODY I PŮJČOVNY
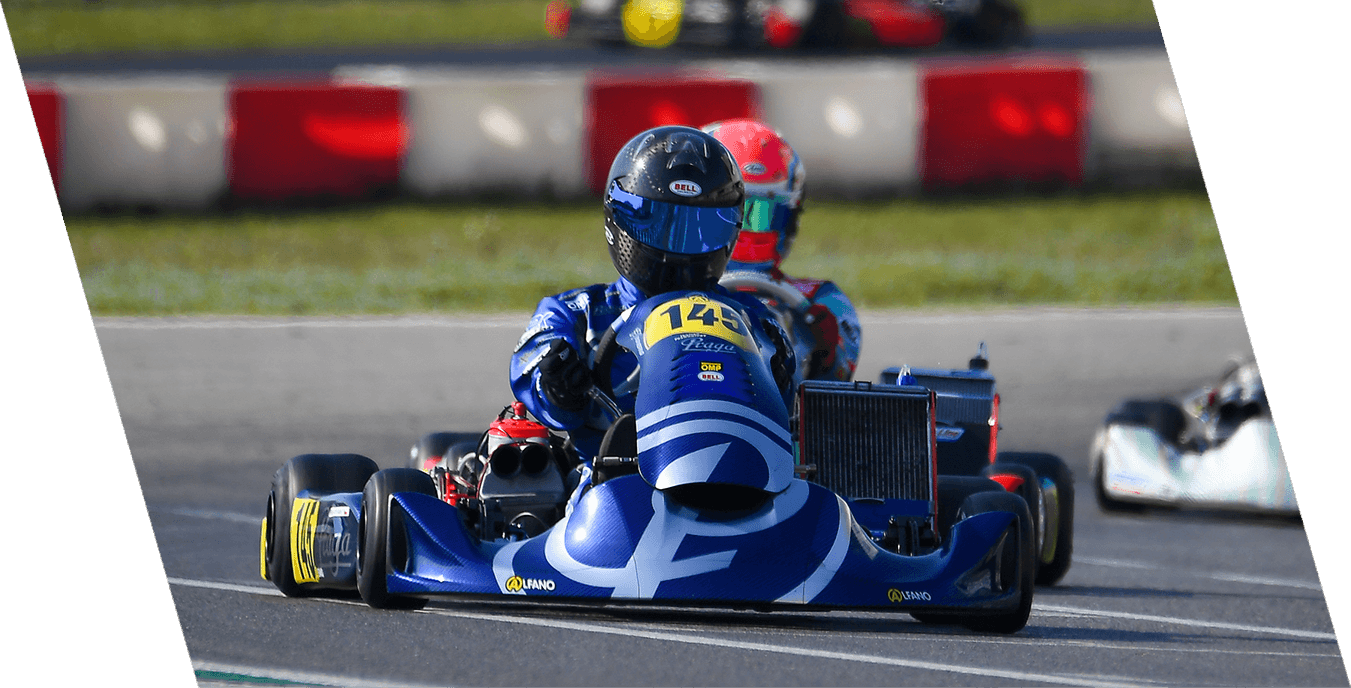
Praga
Motokáry
Praga patří mezi nejúspěšnější značky motokár na světě.
DAKAR TRUCKS
PRAGA
V4S DKR
Díky spolupráci s jedním ze světových top týmů v kategorii kamionů Instaforex Loprais Praga Týmem mohl vzniknout závodní kamion Praga V4S DKR, který se pravidelně účastní nejtěžšího závodu na světě - Rally Dakar


VÍCEÚČELOVÉ LETADLO
Praga Alfa
Letadlo, které si poradí i s těmi nejnáročnějšími podmínkami a dokáže vzlétnout a přistát téměř kdekoliv. Široké možnosti využití díky snadným změnám v konfiguraci, nízké náklady na provoz a naprostá spolehlivost patří mezi hlavní výhody stroje.

Historie značky Praga
Jedna z nejstarších a nejvšestrannějších automobilek světa
Od roku 1907 značka Praga navrhla, vyvinula a vyrobila bezpočet osobních, závodních a nákladních aut, autobusů, letadel, tanků a mnoho dalšího...